以下是:无缝管全国销售点的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 型号 齐全 产地 山东聊城 名称 无缝钢管 无缝管全国销售点,宝菱钢管有限公司为您提供无缝管全国销售点的资讯,联系人:李经理,电话:0527-88266888、17768165506,QQ:979449872,发货地:开发区武夷山路大东市场A1-335号发货到山东省 菏泽市 成武县、牡丹区、曹县、单县、巨野县、郓城县、鄄城县、定陶区、东明县。 山东省,菏泽市,成武县 西周初文王子封于此,就是郜国,古成武即为郜国故都。成武县—伯乐故里,历史悠久,资源丰富,物华天宝人才辈出。是春秋时期相马师伯乐、汉朝名贤孙期、齐国名臣晏子等历史名人的故乡。(成武是晏子的故乡这一说法有争议,更普遍的说法是高密。)
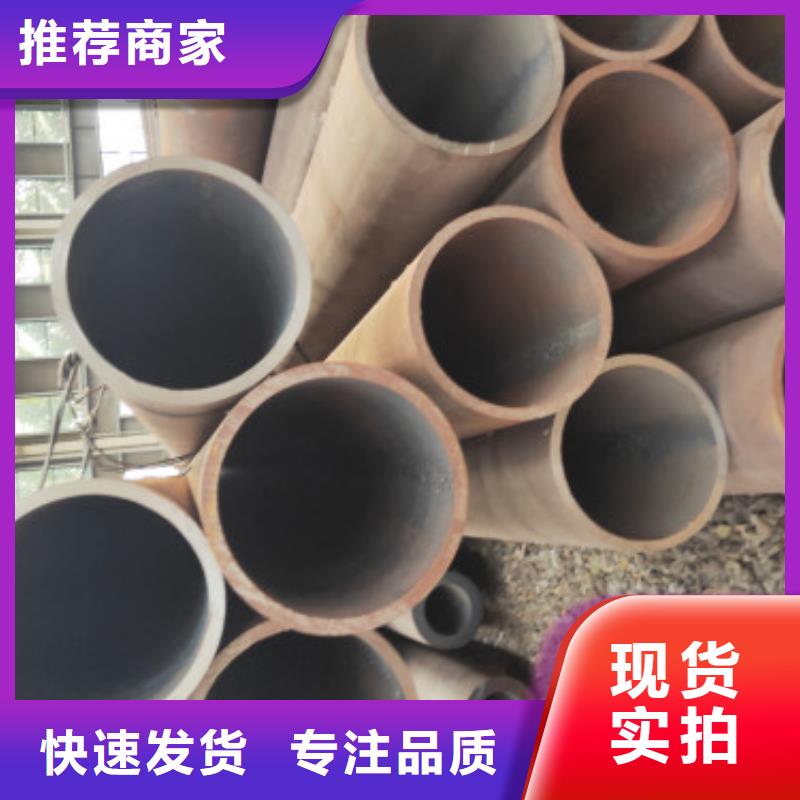
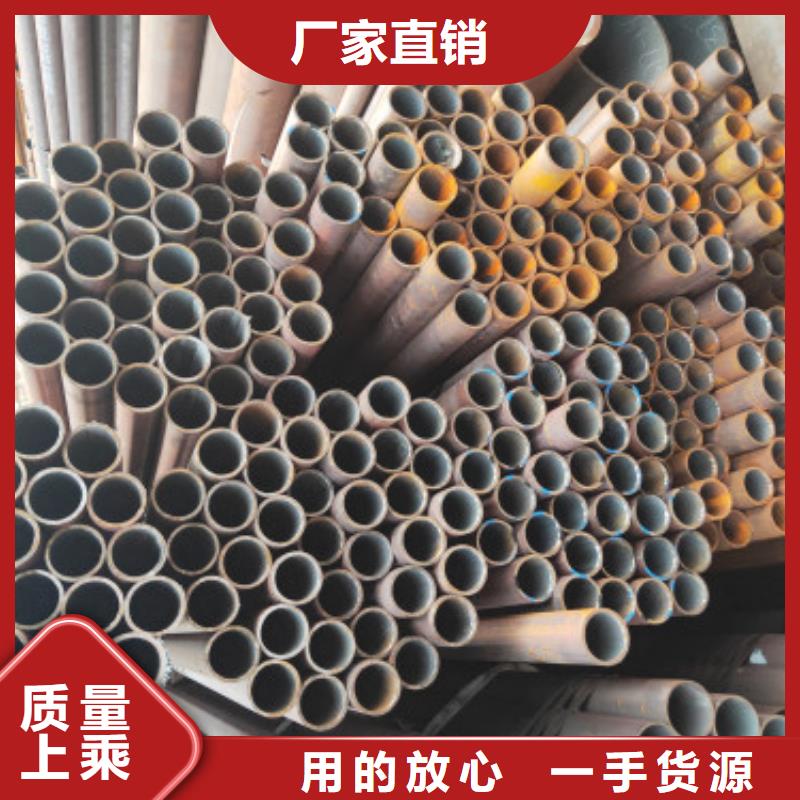
不容错过的无缝管全国销售点视频展示!产品特点一目了然,为您的购买决策提供坚实依据。以下是:无缝管全国销售点的图文介绍科技创新是菏泽成武宝菱钢管有限公司永续发展的不竭动力,公司有着一支强大的 无缝管技术科研团队,公司数个以研究生为主的 无缝管项目研发团队不断取得技术上的进步。可以期待… 谢谢您,我们的朋友与伙伴,一路走来对公司的支持与鼓励!感恩的心,感谢有您! 将以更多符合社会期待的 无缝管产品回报客户和社会!
对于细长管材,如果使用水淬调质工艺,容易出现弯曲,如果采用正火或者正火+回火工艺更具有适用性。钢管生产技术的进步一方面在用户需求的推动下不断进行了新产品开发,从生产企业的低成本化出发促进了新技术开发。1.无缝钢管的生产技术对日本无缝钢管生产厂来说,这10年间乃是摆脱慢性亏损的阶段,在激烈的市场竞争下出现了外商合资和两厂合并等重大变革。近年来由于油气开发转向深海和CO2、H2S浓度高的恶劣环境,促进了13Cr等高合金钢管的开发。(1)穿孔。有两项成果:一是交叉穿孔机的穿孔技术,二是扩管穿孔技术。前者为适应以13Cr为中心的高合金钢管的生产而开发成功,有利于抑制穿孔时伴生的剪断形变而为多数厂所采用。并配套开发出高温强度高的芯棒,今后考虑开发含Ti、Zn、Mo合金的超长寿命芯。
后者亦开发很久,因用曼内斯曼穿孔机穿孔时管端质量不佳,致扩管率(穿孔外径/管坯外径)仅达1.2~1.3,而交叉穿孔则可达1.4~2.0,使壁厚/外径比由7%变薄至3%,对下道工序的轧管十分有利,使轧管机架由原来的7台减为5台,对简化轧管工序和节约设备投资均有利。(2)连续轧管。由于回程连续轧管技术可产出表面性能好、壁厚精度高的超大径无缝钢管,逐步代替了芯棒轧管机。加上穿孔机的工作负荷加大,为连续轧管减少道次创造了条件,更加速了节约投资的5~4机架的连续轧管机的推广。加之机架配置亦由X式改为VH式,进一步实现了紧凑化和节约设备投资。作为提高产品形状精度的技术,除不断提高计算机的高精度控制外,并出现了高精度的三辊轧机。
为下工序的拉伸减径轧制时减少管端切头损失,又开发成功通过轴压下和计算机控制的薄壁管端连续轧管技术。(3)拉伸减径轧制使过去长期存在的两个问题均基本得到解决。首先是长度方向管端壁偏厚问题,由于连续轧管薄壁化和速度控制已基本解决;其次是外径压下时产生的内部张力问题,通过研究轧辊形状和张力的影响,采取了15°配置的斜辊机和4辊减径机的解决方案。(4)今后技术开发的主要方向是生产高合金管、降低设备费用、提高壁厚和外径的精度及其及搞好节能。一:以知无缝管无缝钢管外径规格壁厚求能承受压力计算方法 (钢管不同材质抗拉强度不同)压力=(壁厚*2*钢管材质抗拉强度)/(外径*系数)。
菏泽成武宝菱钢管有限公司始终坚持“用户至上,质量可信”的宗旨,按用户要求开发、生产菏泽成武--无缝管产品,确保产品设计、原材料采购、生产制造、检验、包装防护和交付、售后服务等全过程处于受控状态,确保产品技术标准达到同类产品标准,保证按质、按期交货,为顾客提供可靠的菏泽成武--无缝管和满意服务。企业以高质量求产品创新,以率强化企业管理,以高服务取信用户,奋发图强,勇攀高峰。
17.异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、不等壁厚异型无缝钢管(代号为BD)、变直径异型无缝钢管(代号为BJ)。异型无缝钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。三、焊接钢管焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。
、但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。1.低压流体输送用焊接钢管(GB/T3092-1993)也称一般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。2.低压流体输送用镀锌焊接钢管(GB/T3091-1993)也称镀锌电焊钢管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。3.普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管4.直缝电焊钢管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。
1、镀锌管质量标准:(1)外吹表面要光洁,不能有划痕、刮伤、油污、不行沾有锌土和严重花脸,吊装摆放一定要用吊带绝允许用钢丝绳。(2)表面亮度要始适中,不能太亮或太暗。(3)成品中 不允许有漏镀管。(4)蓝带、标记一定要清晰、整齐,打蓝带时镀管表面不能沾过多的油墨。(5)内吹应干净,里面不行有残渣。(6)镀管成品中不得有严重弯管和瘪管。(7)钝化以后的钢管不能带“颜色”(8)车丝丝扣应整齐,一得有乱“扣”及掉“牙”现象。(9)标签填定要清晰正确,打包要严格包装要求,不能有散包、打包带松脱等问题,打包道次要均匀。2、回镀管指标:产品规格 回镀比例1/2″-3/4″ 不能超过1.2%1″-21/2″ 不能超过1.1%3″-4″ 不能超过2.3%5″-6″ 不能超过3.1%3、管质量标准:(1)材内外表面要洁净,不应有污物。(2)材内表面不允许有气泡、脱层、无明显痕纹、凹陷(3)端头不应有糊头、缩头、开胶,管材端头要涂漆。
(4)管材内表面要有的焊缝突起。(5)标识要清晰、正确打包要严格包装要求,不能有散包、打包带松脱等问题,打包道次要均匀。4、涂塑管质量标准:(1)涂层要均匀光滑,不允许有漏涂、起泡、不能沾有异物和变色等现象。(2)成品两端塑料帽要戴紧、戴正不能有歪斜脱落现象。(3)标签要填写清晰、正确打包要严格包装要求,不能有散包、打包带松脱等问题,打包道次要均匀(4)必须按《给水涂塑复合钢管》标准进行针孔、附着力压扁、冲击、弯曲逐批抽样试验。5、焊管质量标准:(φ76、φ50、φ45)(1)外形尺寸:长度+5-0mm(2)圆度偏差:±0.1mm(3)刀口平整度:基本平整,不能过高或过低。(4)平头:凡是平头管端头要光滑平整,不能有内外毛刺及“嘟纹”(5)管材焊筋一定要圆滑饱满,不能过烧或过小。(6)打包要严格包装要求,不能有散包、打包带松脱等问题,打包道次要均匀。
且焊接牢固,管材表面不能有残渣存在。(7)成品中 不允许夹杂残次品,以上各项。(8)根据所生产管材规格不同。按批次做弯曲或压扁试验(公称外径不大于60mm的做弯曲大于60mm的做压扁)。3 2 5 机组质量标准:(1)外形尺寸:长度+10-0mm(2)外径扁差:管体外径的5%。(3)焊口:呈深蓝色,刀口宽度不能超过10mm,且与钢管中心线垂直,不能有崩刀及“嘟纹”现象存在倒棱时坡口角为30°,+5-0。钝边厚度为1.6±0.8mm。(4)焊筋:应呈隆起的一条金属线,且与焊缝两边沾合在内表面,呈较规则的齿锯或半圆柱形,去内毛刺剩余高度应不超过0.5mm,槽深度应小于0.2mm。
无缝管全国销售点,宝菱钢管有限公司专业从事无缝管全国销售点,联系人:李经理,电话:0527-88266888、17768165506,QQ:979449872,发货地:开发区武夷山路大东市场A1-335号,以下是无缝管全国销售点的详细页面。